�DƬ��
�DƬ��
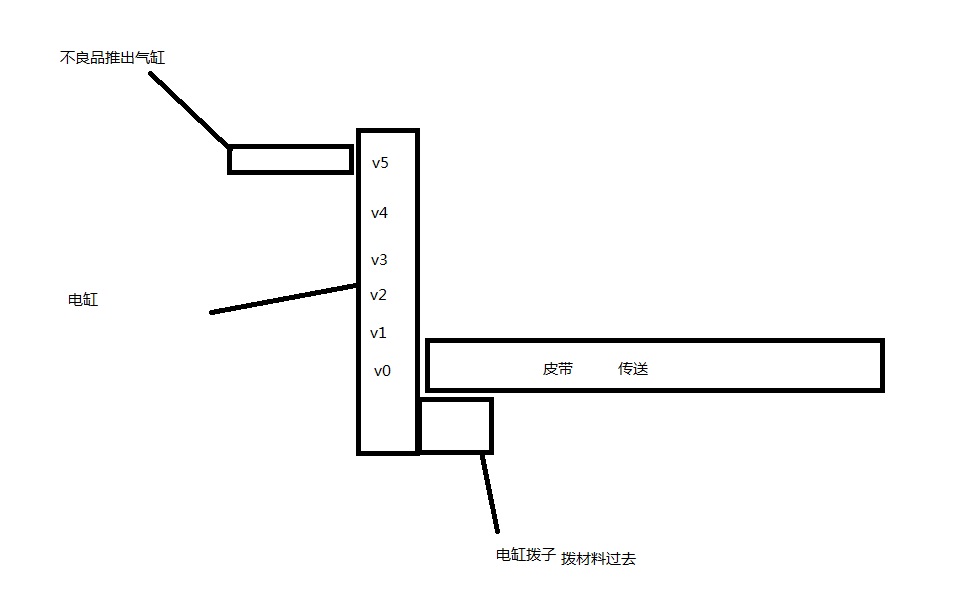
���}Ŀ.......����˼·�F(xi��n)�����@�ӵģ�늸�6��(g��)λ�ã�v0һ���ǿ�λ.v1234�Ƕѷe���ϵ�λ��.v5���Д�λ��.����Ƴ�����Ʒ
���T��plc s200
������˼·��DƬ
�F(xi��n)�چ�(w��n)�}�Dz�����(l��i)�����](m��i)�І�(w��n)�}
������(l��i)��ͳ��F(xi��n)����Ʒ�Ƴ��e(cu��)�` �������ٵ���rV0�](m��i)�в��� �DŽ���5��(g��) v1 v2 v3 v4 v5 ��v5���Ƴ� ���϶� v0Ҳ�в�����.v0�IJ��ϵ�v1.v1��v2.�@����ȥ����(l��i)v5�Dz���Ʒ �ͳ�v4�Dz���Ʒ��
��v4������ȥ.v5�^(gu��)ȥ��.
�������ֲ�����������ÿ��ֻ��(l��i)5��(g��)����

Ҫ�M(j��n)Ч��
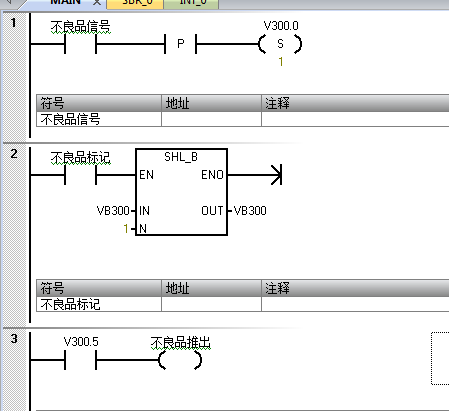
1�Dz���Ʒ��0��OKƷ
ԭ��(l��i)0000 0000 �в���Ʒ��׃�� 0000 0010
��֪����ҿ����כ](m��i)��.���Dz��Ͽ��������6��(g��)������.�ͰѴ����y��
[ �������Һ�������2014-06-04 20:47���¾� ]
 �����W(w��ng)����31010802001143̖(h��o)
�����W(w��ng)����31010802001143̖(h��o)

